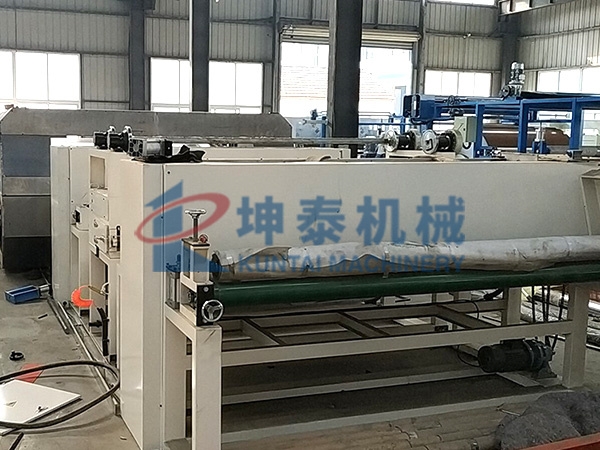
撒粉复合机工艺解析:从粉末均匀布撒到多层材料稳定贴合
在服装衬料、过滤材料、汽车内饰、一次性卫生用品等领域,撒粉复合机凭借无溶剂、透气性好、粘接强度可控等优势,成为将热熔胶粉末与基材进行均匀复合的重要设备。与热熔胶复合机的熔融涂布方式不同,撒粉复合工艺先将粉末状胶黏剂均匀分散于载体材料表面,再通过加热加压使其熔融并渗透到各层材料之中。这一过程的关键,在于从“粉末如何撒得匀”到“多层材料如何贴得牢”的连续控制。
一、粉末均匀布撒:从粉体流动到横向分布
粉末均匀布撒是撒粉复合机的基础环节。若粉体分布不均,复合后的产品会出现局部粘接不足或胶粒团聚、硬点等问题。实现均匀布撒需要关注三个层面:
**撒粉装置的喂料稳定性**。热熔胶粉末的粒径、形状、流动性直接影响撒粉效果。撒粉复合机通常采用振动筛式或定量辊式喂料机构。振动筛通过可调频率的激振力使粉末均匀流至筛网表面,再落入下方基材;定量辊式则利用刻槽辊或毛刷辊将粉体从料斗中定量带出。两种方式均需控制料斗内的粉位高度,防止因粉量变化导致单位面积落粉量的波动。部分机型配有粉位传感器,当粉料低于设定值时自动补料,保持喂料一致性。
**横向分散与防团聚设计**。粉末从喂料口落下后,需要在基材宽度方向上均匀铺展。撒粉头内部常设置分散板或导流条,将下落的粉流沿横向多次分流。同时,为防止粉末因受潮或静电而结团,可在料斗内加装防架桥搅拌器或除静电装置。经过分散处理后的粉末,在基材表面的单位面积重量偏差可控制在较小范围内。
**粉量闭环调节**。对于不同产品规格,所需上粉量差异较大。设备通过调节振动频率、辊转速或筛网目数来改变撒粉量。较为先进的系统配有在线粉量检测传感器(如光学或β射线穿透式测厚仪),将实测值反馈至控制单元,自动修正喂料参数,从而实现横向与纵向粉量的双重稳定。
二、多层材料稳定贴合:加热、加压与速度的协同
粉末布撒完成后,通常需要将另一层(或多层)基材覆盖于撒粉层上方,再经加热烘箱或加热辊使粉末熔融,最后通过压合辊完成贴合。这一过程的核心在于温度场、压力分布与线速度的匹配。
**加热熔融阶段的温度梯度控制**。不同牌号的热熔胶粉末具有各自的熔点范围。加热温度偏低则粉末不能完全熔融,导致粘接强度不足;温度偏高则可能引起胶层降解或基材热收缩。撒粉复合机通常采用分段加热方式——预热区使粉末软化,熔融区达到峰温,保温区维持流动性后进入压合。通过红外测温或接触式温度传感器,可对各区温度进行闭环调节,保证粉末在通过烘箱的有限时间内完成熔融且不产生老化。
**压合辊的设计与压力均匀性**。熔融后的胶层在压合辊的作用下渗透至基材纤维内部。压合辊通常为钢辊与硅胶辊的组合:钢辊提供稳定支撑,硅胶辊表面具有一定弹性,可补偿基材厚度波动。辊面压力需沿轴向均匀分布,否则会导致产品一侧粘接不牢、另一侧胶料被挤出。新型设备采用气囊加压或分段液压调节机构,配合压力传感器实时监测两端及中部的压力值,使整幅受压趋于一致。
**速度匹配与张力控制**。撒粉复合机通常与放卷、收卷、纠偏等单元联动作业。各层基材在进入贴合点之前的线速度应保持一致,否则会产生褶皱或拉伸变形。速度变化时,加热时间与压合时间随之改变,因此系统需要同步调整烘箱温度或压合辊间隙。通过变频电机与PLC(可编程控制器)的协同,可以实现多电机之间的速度跟随,并在加减速过程中保持粉量与加热功率的自动匹配。

三、常见工艺问题与调整方向
在实际生产中,撒粉不均或贴合不牢是多发问题。对于撒粉不均,首先检查筛网是否局部堵塞或振动器频率是否偏离正常范围;其次确认粉体是否受潮,必要时增设干燥装置。对于贴合不牢,需排查加热温度是否达到胶粉熔点,压合辊压力是否沿幅宽均匀,以及各层材料的张力是否匹配。若出现粉末熔化后渗透过度导致手感发硬,可适当降低温度或减少撒粉量;反之若渗透不足导致剥离强度偏低,则应提高温度或增加压合压力。
结语
撒粉复合机工艺的精细程度直接决定了复合产品的品质上限。从粉末的均匀布撒,到多层材料在加热加压下的稳定贴合,每个环节都依赖于机械结构、传感与控制策略的协同配合。随着自动检测技术与闭环控制算法的发展,撒粉复合机正逐步减少对人的经验依赖,实现更稳定、更省时便捷的复合加工,为无溶剂复合工艺提供一条成熟的实践路径。
地址:江苏省盐城市盐都区冈中镇振冈工业园区11号
联系人:陆成林
手机:151-5107-3373
邮箱:job@cnkuntai.com
网址:www.cnkuntech.com